Self Tempering
In this stage the bar leaves the quenching system with the temperature of the core being much higher than that of the surface. That makes the heat to flow from the core to the surface, making the surface tempered, and a structure that is called "Tempered Martensite".
Atmoshpheric Cooling
In this final stage, cooling takes place on the cooling bed where the final structure consists of hard outer periphery making it more stronger, more corrosion resistant and fire resistant. The soft inner surface gives the metal ductility (more bendability and
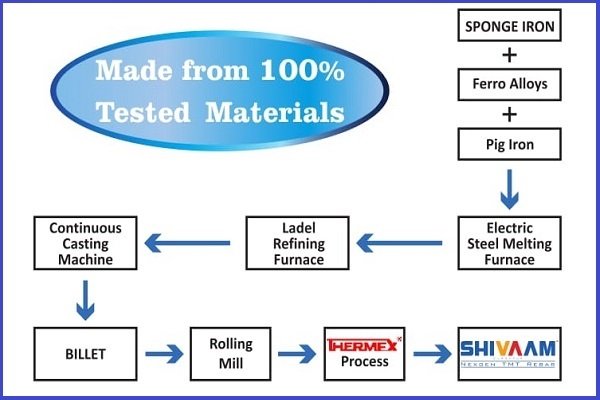
elongation), better fatigue resistance and a safe structure making to withstand natural calamities. Through method Sponge Iron is formed through the reduction of Iron Ore into metallic iron through reaction with carbon in the form of coal, dolomite etc. Sponge Iron (in-house production) & basic grade Pig Iron is melted in Induction Furnace along with Ferro Alloys. Slag is removed at regular intervals and a sample is taken 2-3 times during melting for Spectrometer Analysis. The liquid metal is then tapped into Ladle with purging arrangement and transported to Plasma . Liquid metal from LRF is brought to for casting into required size of Billets. The CCM is fully PLC controlled. After inspection and surface grinding, billets are sent to either market or to the Rolling Mills in the required lengths to manufacture TMT Rebars. In the process, hot steel billets are rolled through which progressively reduces the billets to the finished size and shape of the TMT Re-inforcement Bar. This TMT process is followed by the process to give the bar more strength and ductility through the following steps:
The Re-Bars are classified as following:
Shivam TMT Re-Bars- Fe500D
Shivam TMT Re-Bars- Fe500plus
Quenching
By special water spray system to turn its periphery into a martensite zone (hard zone) while keeping its inner surface ferrite perlite.